
EN 13445-4 fulfils the requirements of Annex I, Section 3.1.2 of the PED for permanent joints such as welded joints and refers to harmonised standards for WPQR and WPS:
- the properties of the joint must correspond to those of the materials being joined.
- they must be carried out using technically qualified procedures.
- for pressure equipment in categories II, III and IV, the procedures must be approved by a competent independent body.
The manufacturer shall compile welding procedure specifications (WPS), in accordance with EN ISO 15609 for all welds. Welding procedure specifications to be used in production shall be qualified by reference to an appropriate WPQR.
The harmonised standard EN 13445-4 for pressure vessels essentially refers to the following two standards for these qualification of welding procedure:
- EN ISO 15613: “Specification and qualification of welding procedures for metallic materials — Qualification based on pre-production welding test“
- EN ISO 15614-1: “Specification and qualification of welding procedures for metallic materials — Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys”
For welds other than pressure retaining welds directly attached to the pressure vessels e.g. tray rings, support feet, etc. welding procedure specifications may be acceptable by holding welding procedure approval records carried out in accordance with EN ISO 15611 and EN ISO 15612.
The manufacturer must have a qualified WPS available that is based on the operating conditions and design requirements for the pressure equipment, e.g. materials used, material thickness, service condition, heat treatments.
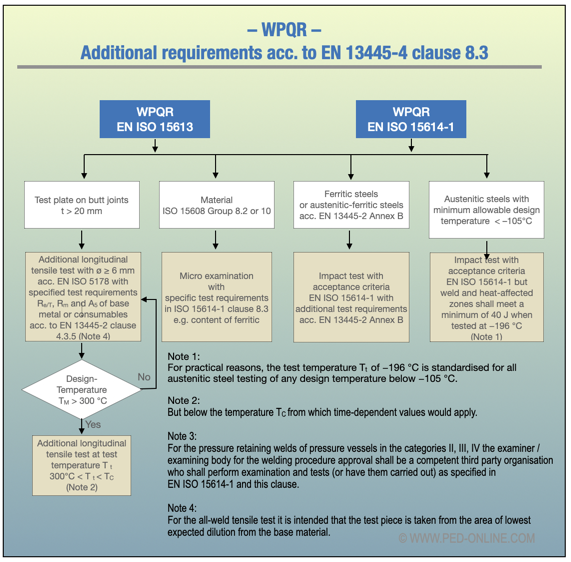
Additional requirements for welding procedure qualification (WPQR) in accordance with EN 13445-4 clause 8.3
EN 13445-4 contains additional requirements in clause 8.3 to the above-mentioned standards for welding procedure qualification:
- Longitudinal tensile test acc. to EN ISO 5178 with a ø > 6 mm on butt joint with plate thickness t > 20 mm.
- Re/T, Rm and A5 shall satisfy the specific test requirements of base metal or consumables acc. EN 13445-2 clause 4.3.5
- For the all-weld tensile test it is intended that the test piece is taken from the area of lowest expected dilution from the base material or other relevant values specifically taken into account in the design (e.g. austenitic filler metal in combination with 9 % Nickel steel).
- It is important that special consideration is given where the mechanical properties of the weld are below the base materials by design, e.g. 9 % Ni steels welded with austenitic filler metal.
- If the design temperature is higher than 300 °C then the test shall be done at a temperature higher than 300 °C, but below the temperature from which time-dependent values would apply;
- Micro examination
- Micro examination for EN ISO 15608 material group 8.2 and 10:
Examination shall show adequate microstructure - Ferrite content for EN ISO 15608 material group 8.2 and 10:
The ferrite content in the heat affected zone (HAZ) shall be between min. 30 % and max. 70 %. In the high temperature HAZ, a distance of about two times the grain size from the fusion line, the ferrite content shall be equal to or less than 85 %. Where the welding consumable used are of an austenitic-ferritic matching type the ferrite content in the weld metal shall also be between 30 % and 70 %. The ferrite content shall be measured by metallographic methods. If the welding consumables are of non-matching type (i.e. austenit) the requirement for ferritic content in the weld metal does not apply.
The limit deviation on metallographic measurements frequently are of the order of ± 5 %.
- Micro examination for EN ISO 15608 material group 8.2 and 10:
- Impact test
- The testing and the acceptance criteria shall conform to EN ISO 15614-1,
- in addition, the following applies:
- 1) ferritic and austenitic-ferritic steels: Impact test requirements in accordance with EN 13445-2 Annex B, shall apply;
- 2) austenitic steels: When the minimum design temperature TM of the component is less than –105°C, the weld and heat-affected zones shall meet a minimum of 40 J when tested at –196°C.
For practical reasons, the test temperature of −196 °C is standardised for all austenitic steel testing of any esign temperature below −105 °C.
For all test coupons it is permissible for a manufacturer to subcontract preparation of test pieces and their testing but not the welding of the test pieces.
Read More
ISO 15614-1: Which range of material groups according to ISO 15608 are qualified?
